Проверка соосности валов насосов и моторов с приводными валами
Нарушение соосности валов насосов с приводными валами приводит к интенсивному износу шлицев вала насоса, шлицевой втулки и поломке валов. Для проверки биений опорных поверхностей установки насосов Э, Ю и шлицевой втулки Я (рисунок 1) служит контрольное приспособление (рисунок 2).
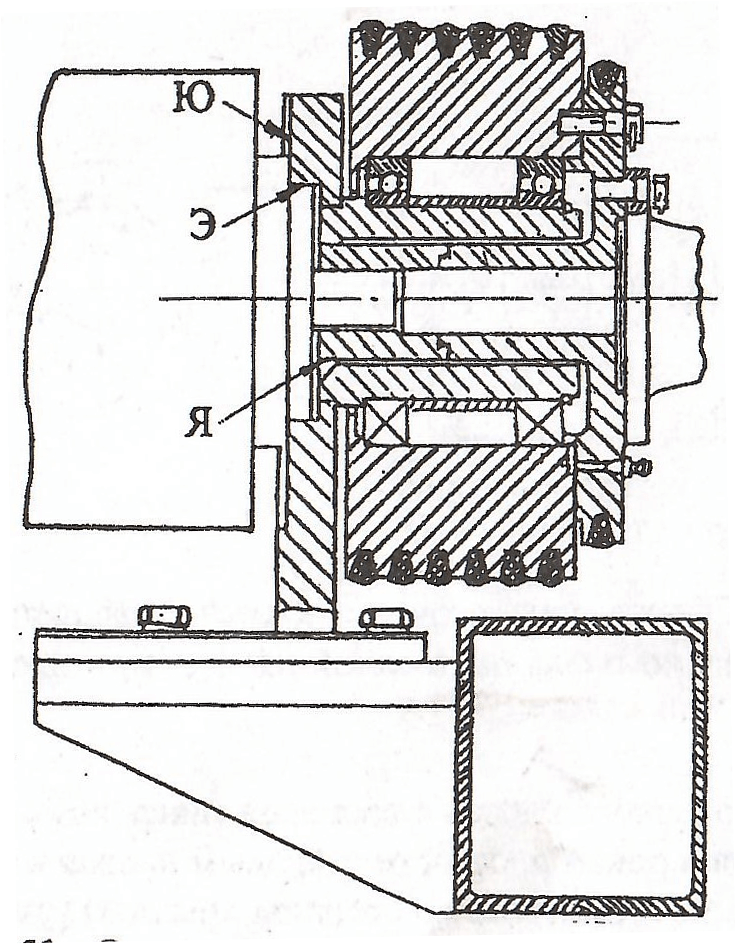 Рисунок 1 — Опорные поверхности установки насосов
Рисунок 1 — Опорные поверхности установки насосов
В комплекс приспособления входят державки индикатора 1, 2, фланец 3 со стойкой, плана со стойкой 4, индикатор часового типа 5, втулка со стойкой 6.
При проверке биений на машинах с клиноременным приводом насосов необходимо отсоединить карданный вал привода центрального насоса, снять ремни, отсоединить насос от кронштейна (рукава от насоса можно не отсоединять).
На шкив установить фланец 3 со стойкой, установить на 0 и медленно повернуть шкив на 360 градусов (следя при этом за отклонением стрелки), проверить радиальное биение поверхности Э, которое не должно превышать 0.2мм.
Переставить индикатор в отверстие державки для проверки торцевого биения поверхности Ю (рисунок 2, а) и, повернув шкив, определить биение. Оно не должно превышать 0.15мм.
Снять державку и фланец со стойкой.
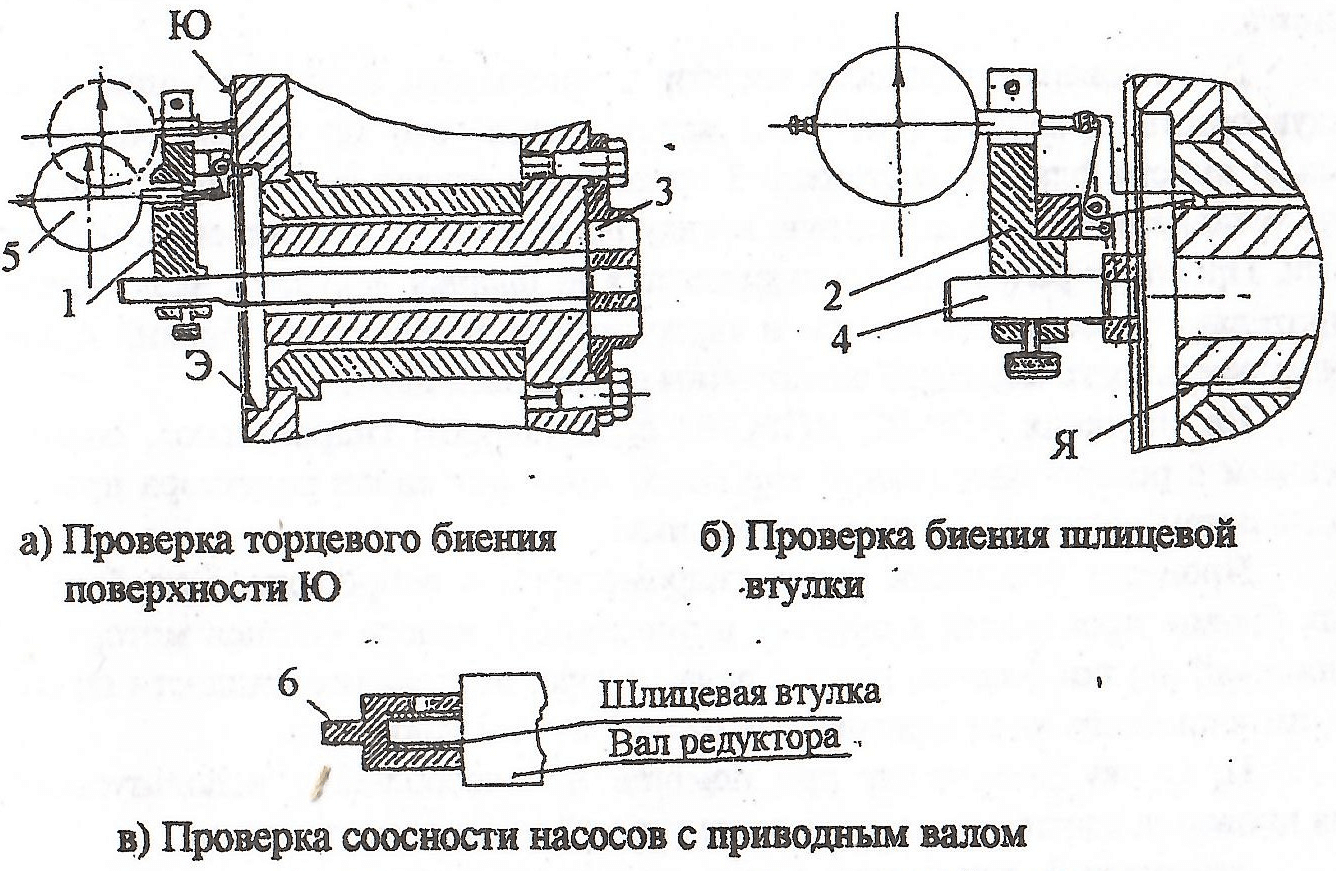 Рисунок 2 — Контрольное приспособление
Рисунок 2 — Контрольное приспособление
1, 2 — державки индикатора; 3 — фланец; 4 — планка со стойкой; 5 — индикатор часового типа; 6 — втулка со стойкой.
Для проверки биения шлицевой втулки (рисунок 2, б) установить на кронштейн при помощи болтов, крепящих насос, планку 4 со стойкой, установить державку 2 с индикатором, установить лимб индикатора на 0 и провернуть шкив, следя за отклонениями стрелки индикатора. При этом,
если стрелка отклоняется за полный оборот шкива влево и вправо, величина биения равна сумме величин отклонений. Для того, чтобы отклонение было в одну сторону, установку лимба на 0 нужно произвести при положении шкива, когда стрелка покажет максимальное отклонение в одну из сторон, а затем провернуть шкив на 360 градусов.
Биение поверхности Я шлицевой втулки не должно превышать 0.15мм. При превышении одного из проверяемых показателей предельно допустимых норма, необходимо установить причину и устранить ее.
Основными причинами повышенных биений являются:
— износ подшипников, на которых установлен шкив;
— перекосы, допущенные при изготовлении кронштейна;
— перекос шлицевой втулки относительно фланца.
Если в подшипниках имеется люфт, их нужно заменить и повторить проверку.
При перекосах кронштейна или шлицевой втулки их необходимо заменить.
Для проверки соосности насосов с приводным валом на машинах с редукторным приводом (рисунок 2, в) используется это же приспособление, только вместо фланца со стойкой 3 применяют втулку со стойкой 6, которую устанавливают на шлицевую втулку привода насоса и закрепляют болтами. Проворот редуктора осуществляется за фланец ведущего вала (предварительно отсоединить насосы и карданный вал). Величины биений и последовательность операций аналогичны описанным выше.
На машинах ВПР-02, ВПРС-02 с редуктором гидронасосов, совмещенным с реверс-раздаточной коробкой, проворот валов редуктора производят путем вращения вручную маховика.
Проверку соосности валов гидромоторов с вибровалами подбивочных блоков производят в случаях интенсивного износа шлицев мотора и шлицевой втулки фланца, излома вала мотора, подтекания жидкости по валу, интенсивного износа резиновых частей муфты привода.
Проверку производят при помощи приспособления, используемого для проверки соосности насосов в следующей последовательности:
- Отвернуть болты и снять мотор, не отсоединяя рукава;
- Отвернуть болты и снять консоль крепления гидромотора;
- Снять упругую муфту или фланец в зависимости от конструкции привода;
- Отвернуть гайку крепления маховика и навернуть ан вал втулку со шпилькой;
- Установить консоль и затянуть болты;
- Установить на шпильку державку с индикатором и проверить торцевое и радиальное биение консоли (для маховиков с конической посадкой оправка устанавливается на шпильку М20х1.5, вворачиваемую в центральное отверстие вибровала).
Обнаруженные неисправности устранить, как указано выше.